
What is Induction?

Inductotherm Group companies use electromagnetic induction for melting, heating and welding applications across multiple industries. But what exactly is induction? And how does it differ from other heating methods?
To the typical engineer, induction is a fascinating method of heating. Watching a piece of metal in a coil turn cherry red in a matter of seconds can be surprising to those unfamiliar with induction heating. Induction heating equipment requires an understanding of physics, electromagnetism, power electronics and process control, but the basic concepts behind induction heating are simple to understand.
The Basics
Discovered by Michael Faraday, Induction starts with a coil of conductive material (for example, copper). As current flows through the coil, a magnetic field in and around the coil is produced. The ability of the magnetic field to do work depends on the coil design as well as the amount of current flowing through the coil.
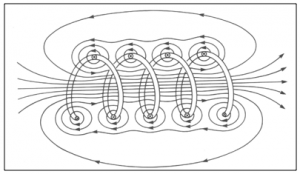
The direction of the magnetic field depends on the direction of current flow, so an alternating current through the coil will result in a magnetic field changing in direction at the same rate as the frequency of the alternating current. 60Hz AC current will cause the magnetic field to switch directions 60 times a second. 400kHz AC current will cause the magnetic field to switch 400,000 times a second.
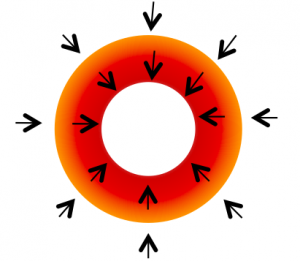
When a conductive material, a work piece, is placed in a changing magnetic field (for example, a field generated with AC), voltage will be induced in the work piece (Faraday’s Law). The induced voltage will result in the flow of electrons: current! The current flowing through the work piece will go in the opposite direction as the current in the coil. This means that we can control the frequency of the current in the work piece by controlling the frequency of the current in the coil.
As current flows through a medium, there will be some resistance to the movement of the electrons. This resistance shows up as heat (The Joule Heating Effect). Materials that are more resistant to the flow of electrons will give off more heat as current flows through them, but it is certainly possible to heat highly conductive materials (for example, copper) using an induced current. This phenomenon is critical for inductive heating.
What do we need for Induction Heating?
All of this tells us that we need two basic things for induction heating to occur:
- A changing magnetic field
- An electrically conductive material placed into the magnetic field
How does Induction Heating compare to other heating methods?
There are several methods to heat an object without induction. Some of the more common industrial practices include gas furnaces, electric furnaces, and salt baths. These methods all rely on heat transfer to the product from the heat source (burner, heating element, liquid salt) through convection and radiation. Once the surface of the product is heated, the heat transfers through the product with thermal conduction.
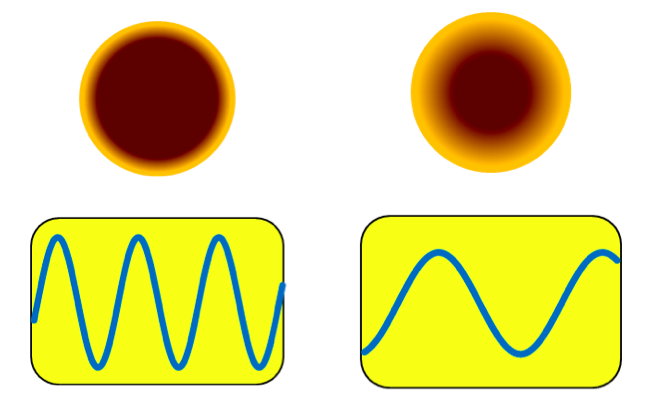
Induction heated products are not relying on convection and radiation for the delivery of heat to the product surface. Instead, heat is generated in the surface of the product by the flow of current. The heat from the product surface is then transferred through the product with thermal conduction. The depth to which heat is generated directly using the induced current depends on something called the electrical reference depth.
The electrical reference depth depends greatly on the frequency of the alternating current flowing through the work piece. Higher frequency current will result in a shallower electrical reference depth and a lower frequency current will result in a deeper electrical reference depth. This depth also depends on the electrical and magnetic properties of the work piece.
Inductotherm Group companies take advantage of these physical and electrical phenomena to customize heating solutions for specific products and applications. The careful control of power, frequency, and coil geometry allows the Inductotherm Group companies to design equipment with high levels of process control and reliability regardless of the application.
Induction Melting

For many processes melting is the first step in producing a useful product; induction melting is fast and efficient. By changing the geometry of the induction coil, induction melting furnaces can hold charges that range in size from the volume of a coffee mug to hundreds of tons of molten metal. Further, by adjusting frequency and power, Inductotherm Group companies can process virtually all metals and materials including but not limited to: iron, steel and stainless steel alloys, copper and copper-based alloys, aluminum and silicon. Induction equipment is custom-designed for each application to ensure it is as efficient as possible.
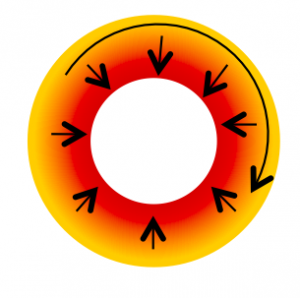
A major advantage that is inherent with induction melting is inductive stirring. In an induction furnace, the metal charge material is melted or heated by current generated by an electromagnetic field. When the metal becomes molten, this field also causes the bath to move. This is called inductive stirring. This constant motion naturally mixes the bath producing a more homogeneous mix and assists with alloying. The amount of stirring is determined by the size of the furnace, the power put into the metal, the frequency of the electromagnetic field and the type/amount of metal in the furnace. The amount of inductive stirring in any given furnace can be manipulated for special applications if required.
Induction Vacuum Melting
Because induction heating is accomplished using a magnetic field, the work piece (or load) can be physically isolated from the induction coil by refractory or some other non-conducting medium. The magnetic field will pass through this material to induce a voltage in the load contained within. This means that the load or work piece can be heated under vacuum or in a carefully controlled atmosphere. This enables processing of reactive metals (Ti, Al), specialty alloys, silicon, graphite, and other sensitive conductive materials.
Induction Heating
Unlike some combustion methods, induction heating is precisely controllable regardless of batch size. Varying the current, voltage, and frequency through an induction coil results in fine-tuned engineered heating, perfect for precise applications like case hardening, hardening and tempering, annealing and other forms of heat treating. A high level of precision is essential for critical applications like automotive, aerospace, fiber-optics, ammunition bonding, wire hardening and tempering of spring wire. Induction heating is well suited for specialty metal applications involving titanium, precious metals, and advanced composites. The precise heating control available with induction is unmatched. Further, using the same heating fundamentals as vacuum crucible heating applications, induction heating can be carried under atmosphere for continuous applications. For example bright annealing of stainless steel tube and pipe.
High Frequency Induction Welding
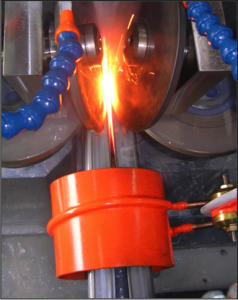
When induction is delivered using High Frequency (HF) current, even welding is possible. In this application the very shallow electrical reference depths that can be achieved with HF current. In this case a strip of metal is formed continuously, and then passes through a set of precisely engineered rolls, whose sole purpose is to force the formed strip edges together and create the weld. Just before the formed strip reaches the set of rolls, it passes through an induction coil. In this case current flows down along the geometric “vee” created by the strip edges instead of just around the outside of the formed channel. As current flows along the strip edges, they will heat up to a suitable welding temperature (below the melting temperature of the material). When the edges are pressed together, all debris, oxides, and other impurities are forced out to result in a solid state forge weld.
The Future
With the coming age of highly engineered materials, alternative energies and the need for empowering developing countries, the unique capabilities of induction offer engineers and designers of the future a fast, efficient, and precise method of heating.